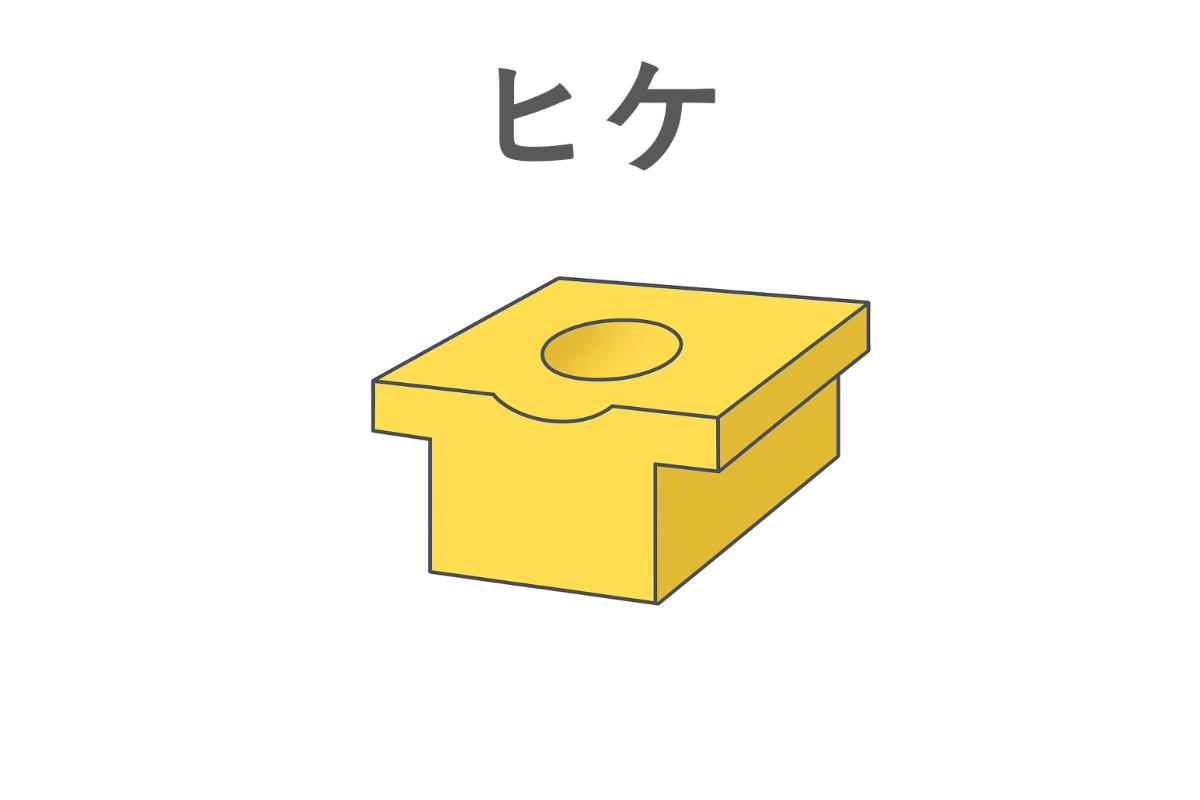
射出成形品における「ヒケ(Sink Mark)」は、表面の凹みとして現れ、外観品質に大きな影響を与える不良のひとつです。
特に意匠面では、わずかなへこみでもクレームの原因になるため、現場では無視できない問題です。
Sink mark pada produk hasil injection molding muncul sebagai lekukan pada permukaan dan sangat memengaruhi kualitas tampilan produk.
Terutama pada bagian yang terlihat, sedikit saja lekukan dapat menjadi sumber keluhan pelanggan, sehingga tidak bisa diabaikan di lapangan.
ヒケは、肉厚のある部分やリブ・ボスの根元など、樹脂が集中的に充填される部位に多く発生します。見た目には小さな凹みにすぎませんが、内部で起きているのは「体積収縮によるひずみ」です。
Sink mark sering muncul pada area yang tebal seperti pangkal rib atau boss, tempat di mana resin terkonsentrasi.
Meskipun tampak sebagai lekukan kecil, sesungguhnya itu adalah hasil dari penyusutan volume internal.
外観上の不良は「結果」であって、「原因」は目に見えない成形内部にあります。とくに、冷却バランスや保圧設計が適切でない場合、ヒケは避けられません。
Cacat pada permukaan adalah “hasil akhir”, sedangkan penyebab sebenarnya tersembunyi di dalam proses molding.
Jika keseimbangan pendinginan dan tekanan holding tidak tepat, maka sink mark sulit dihindari.
樹脂の冷え方に差があると、ヒケになる
ヒケの原因を一言でいうと、「冷却スピードの差による体積収縮」です。
樹脂は金型に充填されたあと、外側から先に冷えて固まり、内側はしばらく柔らかいままです。
Secara sederhana, penyebab sink mark adalah “penyusutan volume akibat perbedaan kecepatan pendinginan”.
Setelah resin mengisi mold, bagian luar lebih dulu mendingin dan mengeras, sedangkan bagian dalam tetap lunak untuk beberapa waktu.
このとき、内部の樹脂が冷えて収縮すると、外側はすでに固まっているため、内部の引っ張りを吸収できず、表面が引き込まれるようにへこみます。
Ketika bagian dalam mulai menyusut saat mendingin, bagian luar yang sudah padat tidak dapat menyesuaikan diri, sehingga permukaan ikut tertarik ke dalam dan membentuk lekukan.
厚みがあるほど、冷却に時間がかかるため、内外の冷却タイミングのズレが大きくなり、ヒケが目立ちやすくなります。
Semakin tebal bagian produk, semakin lama waktu pendinginannya, yang menyebabkan perbedaan waktu pendinginan antara bagian luar dan dalam semakin besar dan memperparah sink mark.
保圧だけでヒケは防げるのか?
ヒケ対策としてよく挙げられるのが「保圧の強化」です。
確かに、保圧で樹脂を追加することで体積収縮を補う効果はあります。
Salah satu solusi yang sering disebut untuk mencegah sink mark adalah “meningkatkan tekanan holding”.
Memang benar bahwa tekanan holding dapat mengisi ulang volume yang menyusut dan mengurangi sink mark.
しかし実際には、保圧だけに頼ると限界があります。
たとえば、ゲートが早期に凍結してしまえば、いくら保圧をかけても追加の樹脂は流れません。
Namun pada kenyataannya, hanya mengandalkan tekanan holding tidaklah cukup.
Jika gate sudah membeku terlebih dahulu, resin tidak bisa lagi mengalir masuk meski diberi tekanan tinggi.
また、十分に冷えていない段階で強い保圧をかけると、内部応力が蓄積し、逆にクラックなどの新たな不良を招くおそれもあります。
Selain itu, jika tekanan tinggi diterapkan sebelum pendinginan optimal, tegangan sisa dapat terbentuk dan justru menimbulkan cacat lain seperti crack.
つまり、保圧は冷却とのバランスを取ってこそ効果を発揮する、あくまで「補助的な手段」なのです。
Dengan kata lain, tekanan holding hanya efektif bila digunakan bersama dengan perencanaan pendinginan yang tepat — bukan solusi tunggal.
ヒケが出やすい形状とは?
設計段階でヒケを予防することも非常に重要です。
とくに以下のような構造では、ヒケのリスクが高まります。
Pencegahan sink mark harus dimulai sejak tahap desain.
Berikut adalah struktur yang berisiko tinggi menyebabkan sink mark:
・局所的に肉厚が大きい
・リブやボスの根元が極端に厚い
・冷却水が届きにくいコア周辺の囲まれた構造
・Bagian tertentu memiliki ketebalan lokal yang besar
・Pangkal rib atau boss terlalu tebal
・Struktur tertutup di sekitar core yang menyulitkan pendinginan
こうした設計は、ヒケだけでなく、冷却不良やクラックなど他の不良の原因にもつながります。
Desain seperti ini tidak hanya meningkatkan risiko sink mark, tetapi juga menyebabkan pendinginan tidak merata dan cacat lainnya seperti crack.
教育現場での伝え方──“予測力”を育てる
ヒケは、製品を取り出した直後には目立たないことが多く、時間の経過とともに現れる「遅延型不良」です。
そのため、検査タイミングや照明条件も重要なポイントです。
Sink mark seringkali tidak langsung terlihat setelah produk dilepas dari cetakan.
Ini adalah cacat “tertunda” yang baru muncul setelah waktu tertentu, sehingga waktu dan cara inspeksi juga menjadi penting.
教育の現場では、以下のような実習が効果的です。
Dalam pelatihan, latihan berikut sangat bermanfaat:
・なぜ厚肉部にヒケが出るのか、冷却メカニズムと図で説明する
・成形条件を変えて、ヒケが出る・出ないの境界を体感させる
・リブ・ボスの設計を比較し、「どれがヒケやすいか」を考えさせる
・Gunakan diagram pendinginan untuk menjelaskan mengapa sink mark terjadi di bagian tebal
・Ubah kondisi cetakan untuk melihat batas munculnya sink mark
・Bandingkan desain rib dan boss dan minta peserta menebak mana yang paling rentan
こうした訓練を通じて、「見えない不良」を予測する力が育ちます。
Melalui latihan ini, peserta dapat mengembangkan kemampuan untuk memprediksi cacat yang belum terlihat.
今後の応用に向けて
近年では、CAE解析によってヒケの発生を予測できるようになってきました。
金型設計の初期段階でリスクを把握するには有効ですが、最終的な対策は現場の判断力に委ねられます。
Saat ini, CAE analysis memungkinkan prediksi munculnya sink mark pada tahap desain awal.
Namun, keputusan akhir dan penanganan tetap bergantung pada kemampuan teknisi di lapangan.
成形条件・冷却構造・金型形状──これらすべての要素が絡み合ってヒケは発生します。
だからこそ、原因を一つに絞らず、「どこからアプローチすべきか」を常に考える習慣が求められます。
Sink mark terjadi karena kombinasi antara kondisi molding, struktur pendinginan, dan desain mold.
Oleh karena itu, penting untuk tidak menyalahkan satu faktor saja, tetapi membiasakan diri berpikir dari berbagai sudut untuk mencari solusi terbaik.
▶ Vol.18では、「ショートショット(充填不足)」の原因と、ゲート・流動設計の関係について掘り下げていきます。
▶ Pada Vol.18, kami akan membahas lebih dalam tentang penyebab “Short Shot (pengisian tidak penuh)” dan hubungannya dengan desain gate serta aliran resin.
\他の投稿もぜひご覧ください/▶ プラスチック成形の用語と例文集
▶ 技能実習生に役立つプラスチック成形ガイド
▶ 実習生だった私が、今は“送り出す側”に──MASAYUKIの原点
▶ この人材に会ってほしい──インドネシアからの挑戦者たち
▶ いきなりインドネシア人WEBサイト
▶ SNSでも発信中!
Facebook:https://www.facebook.com/ikinariindonesia/
Instagram:https://www.instagram.com/ikinariindonesia/
LinkedIn:https://www.linkedin.com/in/hiroshi-iwasaki/