



製造現場では、日本語がネックになって技能実習生や特定技能者との意思疎通に悩むケースが少なくありません。
特に専門用語はインドネシア人の方にとっては難解な用語ばかり。
そこで、プラスチック射出成形の現場で使われる「10語」を3か国語で解説した実践ブログを立ち上げました!
日本語専門用語とそのよみがな、英語、インドネシア語を「カテゴリーごと」に毎回10語ずつご紹介。
**************************
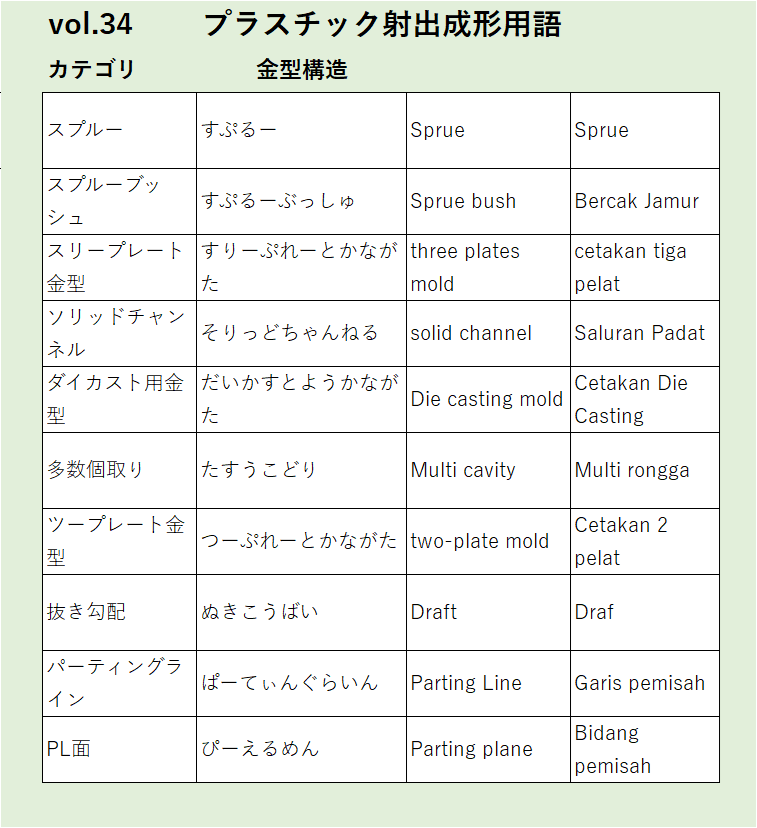
Vol34 カテゴリ:金型構造
今回の用語はこちら。
1. スプルー
すぷるー
Sprue
Sprue
2.スプルーブッシュ
すぷるーぶっしゅ
Sprue bush
Bercak Jamur
3.スリープレート金型
すりーぷれーとかながた
three plates mold
cetakan tiga pelat
4.ソリッドチャンネル
そりっどちゃんねる
solid channel
Saluran Padat
5.ダイカスト用金型
だいかすとようかながた
Die casting mold
Cetakan Die Casting
6.多数個取り
たすうこどり
Multi cavity
Multi rongga
7.ツープレート金型
つーぷれーとかながた
two-plate mold
Cetakan 2 pelat
8.抜き勾配
ぬきこうばい
Draft
Draf
9.パーティングライン
ぱーてぃんぐらいん
Parting Line
Garis pemisah
10.PL面
ぴーえるめん
Parting plane
Bidang pemisah
用語別の3言語例文(実際の現場を想定)
1. スプルー
冷却効率を考慮して、スプルー径を適切に選定する必要がある。
Sprue diameter should be properly selected considering cooling efficiency.
Diameter sprue harus dipilih dengan tepat untuk efisiensi pendinginan.
2.スプルーブッシュ
The sprue bush was replaced due to resin leakage during molding.
Sprue bush diganti karena terjadi kebocoran resin saat proses molding.
3.スリープレート金型
複数個取りに対応するため、スリープレート金型を採用している。
A three-plate mold was chosen to support multi-cavity production.
Cetakan tiga pelat dipilih untuk mendukung produksi multi rongga.
4.ソリッドチャンネル
冷却が不十分だったため、ソリッドチャンネル付近でヒケが発生した。
Sink marks occurred near the solid channel due to insufficient cooling.
Terjadi lekukan (sink mark) di sekitar saluran padat karena pendinginan tidak memadai.
5.ダイカスト用金型
冷却回路が複雑なダイカスト用金型では、水流の管理が重要になる。
Water flow management is important for die casting molds with complex cooling circuits.
Pengelolaan aliran air sangat penting pada cetakan die casting dengan jalur pendingin yang kompleks.
6.多数個取り
多数個取りでは、各キャビティへの流れの均一性が求められる。
Uniform flow to each cavity is essential in multi-cavity production.
Aliran yang merata ke setiap rongga sangat penting dalam produksi multi cavity.
7.ツープレート金型
保守のしやすさを考えて、ツープレート金型が採用されている。
A two-plate mold was chosen for its ease of maintenance.
Cetakan dua pelat dipilih karena kemudahan perawatannya.
8.抜き勾配
離型トラブルの原因は、抜き勾配が不足していたことだった。
Demolding failure was caused by insufficient draft angle.
Kegagalan pelepasan cetakan disebabkan oleh sudut draft yang tidak memadai.
9.パーティングライン
製品の合わせ面に沿って、わずかなパーティングラインの段差が見られた。
A slight step was observed along the parting line.
Terdapat sedikit perbedaan tingkat di sepanjang garis pemisah (parting line).
10.PL面
PL面のキズが成形品表面に転写されてしまっていた。
A scratch on the parting surface was transferred onto the molded part.
Goresan pada bidang pemisah tertinggal pada permukaan produk cetakan.
▶ プラスチック成形の用語と例文集
▶ 技能実習生に役立つプラスチック成形ガイド
▶ 実習生だった私が、今は“送り出す側”に──MASAYUKIの原点
▶ この人材に会ってほしい──インドネシアからの挑戦者たち
▶ いきなりインドネシア人WEBサイト
▶ SNSでも発信中!
Facebook:https://www.facebook.com/ikinariindonesia/
Instagram:https://www.instagram.com/ikinariindonesia/
LinkedIn:https://www.linkedin.com/in/hiroshi-iwasaki/

