製造現場では、日本語がネックになって技能実習生や特定技能者との意思疎通に悩むケースが少なくありません。
特に専門用語はインドネシア人の方にとっては難解な用語ばかり。
そこで、プラスチック射出成形の現場で使われる「10語」を3か国語で解説した実践ブログを立ち上げました!
日本語専門用語とそのよみがな、英語、インドネシア語を「カテゴリーごと」に毎回10語ずつご紹介。
**************************
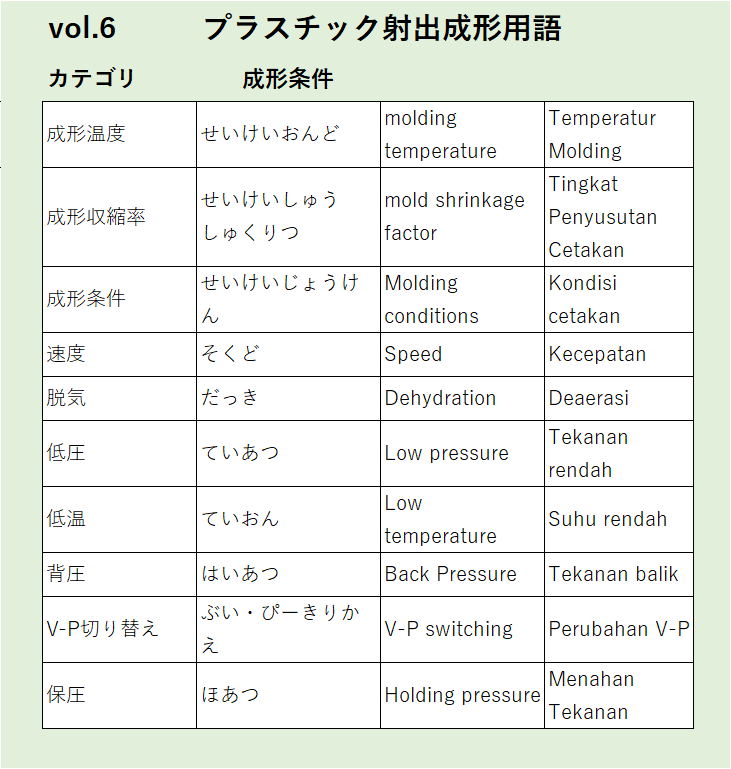
Vol6 カテゴリ:成形条件
今回の用語はこちら。
1. 成形温度
せいけいおんど
molding temperature
Temperatur Molding
2.成形収縮率
せいけいしゅうしゅくりつ
mold shrinkage factor
Tingkat Penyusutan Cetakan
3.成形条件
せいけいじょうけん
Molding conditions
Kondisi cetakan
4.速度
そくど
Speed
Kecepatan
5.脱気
だっき
Dehydration
Deaerasi
6.低圧
ていあつ
Low pressure
Tekanan rendah
7.低温
ていおん
Low temperature
Suhu rendah
8.背圧
はいあつ
Back Pressure
Tekanan balik
9.V-P切り替え
ぶい・ぴーきりかえ
V-P switching
Perubahan V-P
10.保圧
ほあつ
Holding pressure
Menahan Tekanan
用語別の3言語例文(実際の現場を想定)
1. 成形温度
適正な成形温度を保つことで、品質が大きく向上します。
Maintaining the proper molding temperature significantly improves product quality.
Menjaga temperatur molding yang tepat dapat meningkatkan kualitas produk secara signifikan.
2.成形収縮率
Since mold shrinkage varies by material, it must be considered during design.
Tingkat penyusutan cetakan berbeda tergantung pada bahan, jadi perlu diperhitungkan saat desain.
3.成形条件
成形条件を変更した結果、歩留まりが改善されました。
Changing the molding conditions resulted in improved yield.
Setelah mengubah kondisi cetakan, hasil produksi meningkat.
4.速度
射出速度を上げすぎると、フローマークの原因になります。
Excessive injection speed can cause flow marks.
Kecepatan injeksi yang terlalu tinggi dapat menyebabkan tanda aliran.
5.脱気
脱気を適切に行うことで、ボイドの発生を防げます。
Proper deaeration prevents the formation of voids.
Deaerasi yang tepat dapat mencegah terbentuknya void.
6.低圧
低圧での成形では、充填不足に注意が必要です。
When molding at low pressure, be cautious of short shots.
Pada tekanan rendah, perlu waspada terhadap kekurangan pengisian.
7.低温
低温のまま成形を行うと、溶融不良が発生しやすくなります。
Molding at low temperatures may lead to poor resin melting.
Jika molding dilakukan dalam suhu rendah, resin sulit meleleh dengan baik.
8.背圧
背圧を調整すると、樹脂の密度が安定しました。
Adjusting the back pressure stabilized resin density.
Penyesuaian tekanan balik membuat kepadatan resin menjadi stabil.
9.V-P切り替え
V-P切り替え位置が適切でないと、バリが発生することがあります。
Improper V-P switching position can lead to flash.
Jika posisi perubahan V-P tidak tepat, dapat terjadi flash.
10.保圧
保圧時間を最適化し、ひけの抑制に成功しました。
We optimized the holding time and successfully reduced sink marks.
Waktu penahanan yang dioptimalkan berhasil mengurangi tanda cekung.
▶ プラスチック成形の用語と例文集
▶ 技能実習生に役立つプラスチック成形ガイド
▶ 実習生だった私が、今は“送り出す側”に──MASAYUKIの原点
▶ この人材に会ってほしい──インドネシアからの挑戦者たち
▶ いきなりインドネシア人WEBサイト
▶ SNSでも発信中!
Facebook:https://www.facebook.com/ikinariindonesia/
Instagram:https://www.instagram.com/ikinariindonesia/
LinkedIn:https://www.linkedin.com/in/hiroshi-iwasaki/